





I dispositivi di misura svolgono un ruolo vitale nell’ingegneria dei processi industriali, fornendo dati di processo cruciali da condotte e serbatoi altrimenti inaccessibili.
La taratura degli strumenti consente quindi alle aziende di gestire i dispositivi e di rilevare le derive che possono corrompere le “ricette” e la relativa produzione, nonché ottenere due documenti che rivestono un ruolo fondamentale in questo contesto, il certificato di taratura e il rapporto di taratura.

Infatti, i valori misurati forniscono informazioni sulle condizioni di processo che hanno un impatto diretto sulla qualità e la sicurezza del prodotto.
Tuttavia, anche i dispositivi più precisi presentano errori di misura, cioè la differenza tra il valore misurato e un valore di riferimento. Questi errori differiscono a seconda del tipo, della funzione e delle condizioni del punto di misura e tipicamente aumentano nel tempo. Di conseguenza, esiste l’esigenza generale di quantificare regolarmente tali errori per determinare se le misure sono sufficientemente affidabili da soddisfare lo scopo per cui vengono utilizzate.
Come fare, quindi, per ridurre le non conformità e ottimizzare gli intervalli di taratura?
1. Intervallo di taratura: cos’è e perché è importante
2. Intervallo di taratura: come si calcola

La taratura della strumentazione è l’attività più importante per mantenere competitiva l’organizzazione e la selezione dell’intervallo di taratura, una tipica indicazione di regole consolidate ma obsolete, è uno dei primi passi per effettuare la taratura degli strumenti.
Un intervallo è definito come una pausa o un’interruzione tra le attività, in questo caso due tarature successive. Gli intervalli devono essere scelti in modo da riflettere un rischio accettabile che l’errore di misura non sia andato al di fuori di un intervallo accettabile. Se si considera la pratica comune, questo avviene raramente.
Spesso gli intervalli di taratura sono impostati a un anno per comodità, in quanto si allineano bene con i cicli di pianificazione annuale. Questa pratica è così ben radicata che i responsabili spesso affermano che questo periodo è specificato come requisito nella ISO 9001. La norma, tuttavia, si limita ad affermare che gli strumenti dovrebbero essere: “...tarati o verificati, o entrambi, a intervalli specificati, o prima dell’uso, rispetto a standard riconducibili a standard di misura internazionali o nazionali”. Ciò significa che gli intervalli devono essere determinati e specificati. Non stabilisce che gli intervalli debbano essere tutti uguali per i diversi strumenti o che il periodo debba essere di 1 anno o multipli. L’unico altro requisito rilevante della ISO 9001 per gli intervalli di taratura è quello di “garantire la loro continua idoneità allo scopo”.
Se torniamo all’idea che un intervallo dovrebbe riflettere il rischio che la misura sia “fuori tolleranza” (Out Of Tolerance o OOT) e che le aziende desiderano intrinsecamente ridurre i costi operativi, possiamo facilmente concludere che l’intervallo migliore è quello che riduce al minimo i tempi OOT e i costi allo stesso tempo. Purtroppo, questi due obiettivi sono tipicamente in opposizione tra loro. Estremizzando il concetto potremmo eliminare le tarature per soddisfare il nostro obiettivo di costo con un rischio che aumenta nel tempo. Vale l’opposto se tariamo ogni giorno. Ciò significa che trovare l’intervallo appropriato è trovare un compromesso tra questi due obiettivi, come mostra la figura qui sotto.
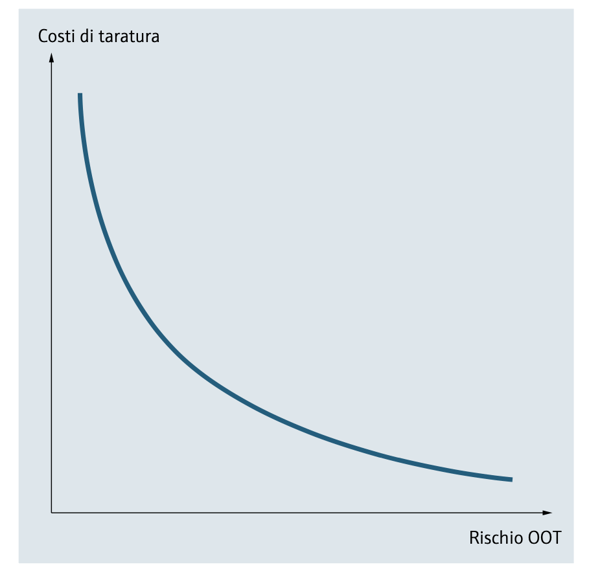 Relazione inversa tra costi di taratura e rischio OOT
Relazione inversa tra costi di taratura e rischio OOT
Per maggiori informazioni sui processi di taratura leggi il nostro approfondimento completo "Tutto sulla taratura e calibrazione degli strumenti".

Esistono diversi metodi per determinare intervalli di taratura appropriati, ma la maggior parte di essi condivide un principio di base comune che è un “approccio basato sul rischio”.
Come già evidenziato in precedenza, costo e rischio devono essere bilanciati, tuttavia con un approccio basato sul rischio si inizia di solito con la definizione del rischio accettabile per ricavare il costo risultante e non viceversa.
Esistono diversi metodi per valutare il rischio accettabile o la criticità del dispositivo, il più popolare è la Failure Mode, Effect and Criticality Analysis (FMECA).
In relazione agli intervalli di taratura, le norme ILAC e ISO 10012 non forniscono una guida definitiva, tuttavia offrono una migliore comprensione del rapporto tra rischio e intervallo di taratura scelto.
Un metodo più dettagliato è specificato nella Good Automated Manufacturing Practice o GAMP57, tuttavia il metodo proposto soffre di una serie di svantaggi:
Il lavoro più olistico svolto finora sulla determinazione degli intervalli è pubblicato dal NCSLI come pratica raccomandata RP18. Qui vengono descritti due gruppi di metodi:
I metodi reattivi “sono quelli in cui gli intervalli di taratura vengono regolati in risposta ai dati delle precedenti tarature senza alcun tentativo di modellare o “prevedere” il comportamento di affidabilità della misura nel tempo”.
Il metodo presentato nella GAMP5 è un buon esempio di metodo reattivo. Gli svantaggi di questi metodi sono ben descritti dalla NCLSI nella seguente dichiarazione: “La maggior parte dei metodi reattivi sono, in generale, meno efficaci dei metodi statistici in termini di determinazione degli intervalli per raggiungere gli obiettivi di affidabilità. Inoltre, i metodi reattivi richiedono solitamente un lungo periodo di tempo (fino a sessant’anni) per raggiungere uno stato stazionario in cui il tasso medio di intolleranza raggiunge il livello desiderato”.
L’NCSLI-RP1 ha fatto notevoli progressi verso un approccio più scientifico per la selezione degli intervalli. Purtroppo, a causa delle limitazioni sopra menzionate, questi metodi hanno trovato applicazioni pratiche limitate da quando hanno pubblicato il loro primo documento di ottimizzazione degli intervalli, nel 1979! Quanto fatto ha comunque creato una solida base per lo sviluppo di metodi più avanzati che massimizzano ulteriormente i benefici e riducono gli svantaggi. Se la tua priorità è ottenere un intervento accurato e sicuro, Endress+Hauser è il tuo partner ideale: siamo presenti su tutto il territorio italiano.
Sulla base delle argomentazioni di cui sopra dovrebbe essere chiaro che la taratura degli strumenti di misura è di vitale importanza per quasi tutte le aziende industriali, tuttavia non è sempre così: molte aziende seguono un approccio reattivo e tarano solo quando sono costrette dalle normative locali o dai requisiti di qualità.
In processi anche semplici, un errore di misura relativamente piccolo può facilmente comportare un notevole spreco di risorse nel tempo (energia, materiali in ingresso o in uscita eccessivi), molto superiore ai costi di taratura. Quando si considerano la sicurezza e l’ambiente, l’argomento commerciale a sostegno della taratura è determinante.
Sfidare le regole stabilite per le tarature è un valore fondamentale per migliorare la qualità dei prodotti, ridurre l’uso di energia e di materie prime e, in generale, migliorare la sicurezza e il controllo nei loro impianti.
Scopri come aumentare la qualità dei prodotti attraverso i processi di taratura e le soluzioni personalizzate e flessibili di Endress+Hauser , clicca sul bottone qui sotto e scarica i Casi Studio!










